
1. મેઇન ફંક્શન્સ
સર્વો પ્રેસ એ એસી સર્વો મોટર દ્વારા સંચાલિત એક ઉપકરણ છે, જે રોટરી બળને ઉચ્ચ-ચોકસાઇવાળા બોલ સ્ક્રુ દ્વારા ical ભી દિશામાં બદલી નાખે છે, ડ્રાઇવિંગ ભાગની આગળના ભાગ પર લોડ કરેલા પ્રેશર સેન્સર દ્વારા દબાણને નિયંત્રિત કરે છે, એન્કોડર દ્વારા ગતિની સ્થિતિને નિયંત્રિત કરે છે અને તેનું સંચાલન કરે છે, તેથી તે જ સમયે કાર્યકારી object બ્જેક્ટ પર દબાણ લાગુ કરે છે, તેથી પ્રક્રિયાને પ્રાપ્ત કરવા માટે. તે કોઈપણ સમયે પ્રેશર/સ્ટોપ પોઝિશન/ડ્રાઇવ સ્પીડ/સ્ટોપ ટાઇમ નિયંત્રિત કરી શકે છે, તે દબાણને દબાવવા અને પ્રેશર એસેમ્બલી ઓપરેશનમાં depth ંડાઈ દબાવવાની આખી પ્રક્રિયાના બંધ-લૂપ નિયંત્રણને અનુભવી શકે છે; મૈત્રીપૂર્ણ માનવ-કમ્પ્યુટર ઇન્ટરફેસ સાથેની ટચ સ્ક્રીન સાહજિક અને સંચાલન માટે સરળ છે. તે સલામતી પ્રકાશ પડદા સાથે ઇન્સ્ટોલ કરેલું છે. જો ઇન્સ્ટોલેશન પ્રક્રિયા દરમિયાન કોઈ હાથ ઇન્સ્ટોલેશન ક્ષેત્રમાં પહોંચે છે, તો સલામત કામગીરીની ખાતરી કરવા માટે ઇન્ડેન્ટર પરિસ્થિતિમાં બંધ થશે.
જો વધારાના કાર્યાત્મક રૂપરેખાંકનો અને કદના ફેરફારો ઉમેરવા અથવા અન્ય બ્રાન્ડ ભાગોનો ઉલ્લેખ કરવો જરૂરી છે, તો કિંમત અલગથી ગણતરી કરવામાં આવશે. એકવાર ઉત્પાદન પૂર્ણ થઈ ગયા પછી, માલ પાછો આવશે નહીં
2. મુખ્ય તકનીકી પરિમાણો
| વિશિષ્ટતાઓ | એચએચ-સી -10 કેન |
| દબાણ ચોકસાઈ | સ્તર 1 |
| મહત્તમ દબાણ | 10 કેન |
| દબાણ | 50 એન -10 કેન |
| ઠરાવ | 0.32 |
| નમૂનાઓની સંખ્યા | પ્રતિ સેકંડ 1000 વખત |
| મહત્તમ સ્ટ્રોક | 150 મીમી (કસ્ટમાઇઝ કરી શકાય તેવું) |
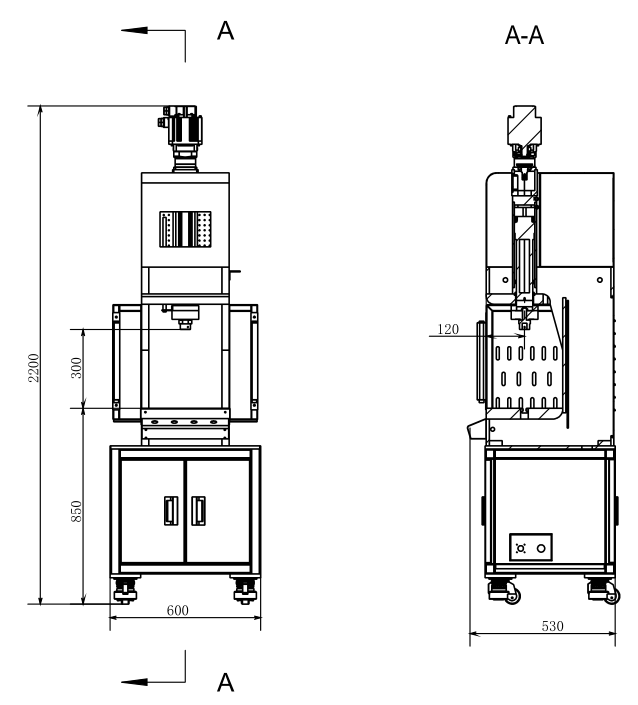
| બંધ .ંચાઈ | 300 મીમી |
| ગળું | 120 મીમી |
| વિસ્થાપન ઠરાવ | 0.001 મીમી |
| સ્થિતિની ચોકસાઈ | 1 0.01 મીમી |
| પ્રેસની ગતિ | 0.01-35 મીમી/સે |
| નો-લોડ ગતિ | 125 મીમી/એસ |
| ન્યૂનતમ ગતિ સેટ કરી શકાય છે | 0.01 મીમી/સે |
| સમયનો હોલ્ડિંગ સમય | 0.1-150 |
| ન્યૂનતમ દબાણ હોલ્ડિંગ સમય સેટ કરી શકાય છે | 0.1s |
| સાધનોની સત્તા | 750W |
| પુરવઠો વોલ્ટેજ | 220 વી |
| કેવી રીતે પરિમાણ | 530 × 600 × 2200 મીમી |
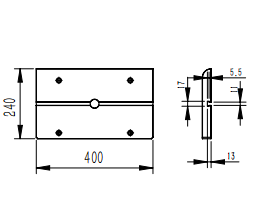
| કાર્યસ્થળ કદ | 400 મીમી (ડાબી અને જમણી) 、 240 મીમી (આગળ અને પાછળનો) |
| વજન વિશે છે | 350 કિલો |
| કદ અને ઇન્ડેન્ટરનો આંતરિક વ્યાસ મૃત્યુ | Mm 20 મીમી, 25 મીમી deep ંડા |
3. આઉટલાઇન પરિમાણ ચિત્ર
વર્કટેબલ પર ટી-આકારના ગ્રુવના પરિમાણો
4. મેઇન સિસ્ટમ ગોઠવણી
| ક્રમ -નંબર | મુખ્ય તત્વો |
| 1 | ટચ સ્ક્રીન ઇન્ટિગ્રેટેડ નિયંત્રક |
| 2 | સેન્સર |
| 3 | સર્વો -પદ્ધતિ |
| 4 | સર્વોઇલેક્ટ્રિક સિલિન્ડર |
| 5 | સલામતી સુશોભન |
| 6 | સ્વિચિંગ મોડ પાવર સપ્લાય |
5. સિસ્ટમ સ software ફ્ટવેરનો મેઇન ઇન્ટરફેસ
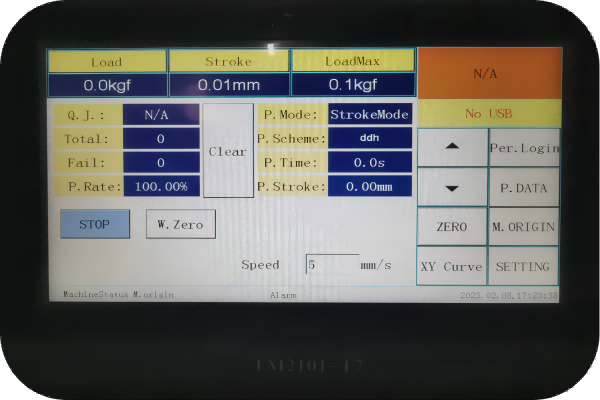
મુખ્ય ઇન્ટરફેસમાં ઇન્ટરફેસ જમ્પ બટન, ડેટા ડિસ્પ્લે અને મેન્યુઅલ operation પરેશન કાર્યો શામેલ છે.
મેનેજમેન્ટ: જમ્પ ઇન્ટરફેસ યોજનાની બેકઅપ, શટડાઉન અને લ login ગિન પદ્ધતિની પસંદગી સહિત.
સેટિંગ્સ: જમ્પ ઇન્ટરફેસ યુનિટ અને સિસ્ટમ સેટિંગ્સ સહિત.
શૂન્ય: લોડ સંકેત ડેટા સાફ કરો.
જુઓ: ભાષા સેટિંગ અને ગ્રાફિકલ ઇન્ટરફેસ પસંદગી.
સહાય: સંસ્કરણ માહિતી, જાળવણી ચક્ર સેટિંગ.
પરીક્ષણ યોજના: પ્રેસ માઉન્ટિંગ પદ્ધતિને સંપાદિત કરો.
બેચ ફરીથી કરો: વર્તમાન પ્રેસ માઉન્ટિંગ ડેટા સાફ કરો.
નિકાસ ડેટા: વર્તમાન પ્રેસ માઉન્ટિંગ ડેટાના મૂળ ડેટાને નિકાસ કરો.
: નલાઇન: બોર્ડ પ્રોગ્રામ સાથે વાતચીત સ્થાપિત કરે છે.
બળ: રીઅલ-ટાઇમ ફોર્સ મોનિટરિંગ.
વિસ્થાપન: રીઅલ-ટાઇમ પ્રેસની સ્ટોપ પોઝિશન.
મહત્તમ બળ: દબાવવાની પ્રક્રિયામાં ઉત્પન્ન થયેલ મહત્તમ બળ.
મેન્યુઅલ કંટ્રોલ: સ્વચાલિત સતત ઉતરતા અને ચડતા, ચડતા અને ઉતરતા; પ્રારંભિક દબાણનું પરીક્ષણ કરો.
6. ઇક્વિપમેન્ટ સુવિધાઓ
1. ઉચ્ચ ઉપકરણોની ચોકસાઈ: પુનરાવર્તિત સ્થિતિની ચોકસાઈ ± 0.01 મીમી, દબાણ ચોકસાઈ 0.5% એફએસ
2. સ software ફ્ટવેર સ્વ-વિકસિત અને જાળવવા માટે સરળ છે.
3. વિવિધ પ્રેસિંગ મોડ્સ: વૈકલ્પિક દબાણ નિયંત્રણ અને સ્થિતિ નિયંત્રણ.
The. સિસ્ટમ ટચ સ્ક્રીન ઇન્ટિગ્રેટેડ નિયંત્રકને અપનાવે છે, જે ફોર્મ્યુલા પ્રોગ્રામ યોજનાઓના 10 સેટને સંપાદિત કરી અને સાચવી શકે છે, વર્તમાન ડિસ્પ્લેસમેન્ટ-પ્રેશર વળાંકને રીઅલ ટાઇમમાં પ્રદર્શિત કરી શકે છે અને પ્રેસ-ફિટિંગ પરિણામ ડેટાના 50 ટુકડાઓ રેકોર્ડ કરી શકે છે. ડેટાના 50 થી વધુ ટુકડાઓ સંગ્રહિત થયા પછી, જૂનો ડેટા આપમેળે ફરીથી લખાઈ જશે (નોંધ: પાવર નિષ્ફળતા પછી ડેટા આપમેળે સાફ થઈ જશે). Historical તિહાસિક ડેટાને બચાવવા માટે ઉપકરણો બાહ્ય યુએસબી ફ્લેશ ડિસ્ક (8 જી, એફએ 32 ફોર્મેટમાં) વિસ્તૃત અને દાખલ કરી શકે છે. ડેટા ફોર્મેટ xx.xlsx છે
5. આ સ software ફ્ટવેરમાં પરબિડીયું કાર્ય છે, જે આવશ્યકતાઓ અનુસાર ઉત્પાદન લોડ રેંજ અથવા ડિસ્પ્લેસમેન્ટ રેંજને સેટ કરી શકે છે. જો રીઅલ-ટાઇમ ડેટા શ્રેણીમાં નથી, તો ઉપકરણો આપમેળે એલાર્મ કરશે.
6. ઓપરેટરોની સલામતી સુનિશ્ચિત કરવા માટે ઉપકરણો સલામતીની ઝંખનાથી સજ્જ છે.
.
8. Assembly નલાઇન એસેમ્બલી ક્વોલિટી મેનેજમેન્ટ ટેકનોલોજી રીઅલ ટાઇમમાં ખામીયુક્ત ઉત્પાદનો શોધી શકે છે.
9. વિશિષ્ટ ઉત્પાદન આવશ્યકતાઓ અનુસાર, શ્રેષ્ઠ પ્રેસિંગ પ્રક્રિયાનો ઉલ્લેખ કરો.
10. વિશિષ્ટ, સંપૂર્ણ અને સચોટ ઓપરેશન પ્રક્રિયા રેકોર્ડિંગ અને વિશ્લેષણ કાર્યો.
11. તે મલ્ટિ-પર્પઝ, લવચીક વાયરિંગ અને રિમોટ ઇક્વિપમેન્ટ મેનેજમેન્ટનો ખ્યાલ કરી શકે છે.
12. મલ્ટીપલ ડેટા ફોર્મેટ્સ નિકાસ, એક્સેલ, વર્ડ અને ડેટા સરળતાથી એસપીસી અને અન્ય ડેટા વિશ્લેષણ સિસ્ટમ્સમાં આયાત કરી શકાય છે.
13. સ્વ-નિદાન અને energy ર્જા નિષ્ફળતા: ઉપકરણોની નિષ્ફળતાના કિસ્સામાં, સર્વો પ્રેસ-ફિટિંગ ફંક્શન ભૂલની માહિતી દર્શાવે છે અને ઉકેલો માટે પૂછે છે, જે સમસ્યાને ઝડપથી શોધવા અને હલ કરવા માટે અનુકૂળ છે.
14. મલ્ટિ-ફંક્શનલ I/O કમ્યુનિકેશન ઇન્ટરફેસ: આ ઇન્ટરફેસ દ્વારા, બાહ્ય ઉપકરણો સાથે વાતચીત અનુભવી શકાય છે, જે સંપૂર્ણ ઓટોમેશન એકીકરણ માટે અનુકૂળ છે.
15. સ software ફ્ટવેર બહુવિધ પરવાનગી સેટિંગ કાર્યો સેટ કરે છે, જેમ કે એડમિનિસ્ટ્રેટર, operator પરેટર અને અન્ય પરવાનગી.
7. એપ્લિકેશન ક્ષેત્ર
1. ઓટોમોબાઈલ એન્જિન, ટ્રાન્સમિશન શાફ્ટ, સ્ટીઅરિંગ ગિયર અને અન્ય ભાગોની ચોકસાઇ પ્રેસ ફિટિંગ
2. ઇલેક્ટ્રોનિક ઉત્પાદનોની ચોકસાઇ પ્રેસ-ફિટિંગ
3. ઇમેજિંગ ટેકનોલોજીના મુખ્ય ઘટકોની ચોકસાઇ પ્રેસ ફિટિંગ
4. મોટર બેરિંગની ચોકસાઇ પ્રેસ ફિટિંગની અરજી
5. સ્પ્રિંગ પર્ફોર્મન્સ ટેસ્ટ જેવી ચોકસાઇ દબાણ શોધ
6. સ્વચાલિત એસેમ્બલી લાઇન એપ્લિકેશન
7. એરોસ્પેસ કોર ઘટકોની પ્રેસ-ફિટિંગ એપ્લિકેશન
8. એસેમ્બલી અને મેડિકલ અને ઇલેક્ટ્રિક ટૂલ્સની એસેમ્બલી
9. અન્ય પ્રસંગો માટે ચોકસાઇ દબાણ વિધાનસભા જરૂરી છે
પોસ્ટ સમય: ફેબ્રુઆરી -22-2023